深圳市圳佳铝业有限公司
吴先生:13602517875
林锦城(销售总监):13613023966
林锦璇(销售经理):18194047991
电话:0755-22250966
QQ:461931695
传真:0755-25655633
网址:www.szzjly.cn
邮箱:3462883030@qq.com
461931695@qq.com
地址:深圳市宝安区 沙井镇新桥社区芙蓉七路新芙蓉科技园4栋1层
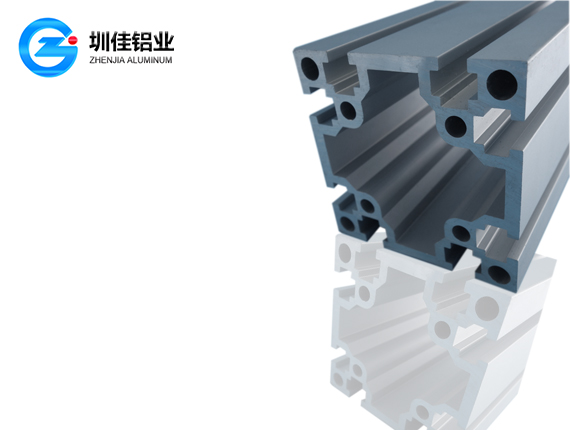
原材料质量问题是导致尺寸偏差和表面缺陷的潜在根源。铝合金的化学成分和杂质含量对型材质量影响显著。若铝合金中杂质含量过高,如铁、硅等元素超标,会改变合金的流动性和热膨胀系数。在挤压成型过程中,流动性差的合金难以均匀填充模具型腔,导致型材壁厚不均匀,出现尺寸偏差 。同时,杂质的存在还可能在型材表面形成气孔、砂眼等缺陷。例如,当铝合金中含铁量过高时,容易在型材表面产生黑色点状缺陷。此外,铝锭的铸态组织不均匀,存在偏析现象,也会使型材在挤压过程中变形不一致,造成尺寸波动和表面不平整。
加工工艺参数设置不当是引发问题的关键因素。在挤压工艺中,挤压温度、速度和压力的控制至关重要。挤压温度过高,铝合金会出现过烧现象,导致型材表面起皮、气泡;温度过低则合金流动性不足,型材难以成型,且表面粗糙 。挤压速度过快,型材内部组织无法充分结晶,会产生内应力,引起尺寸变形;速度过慢则生产效率低下,还可能因金属在模具内停留时间过长而导致表面氧化。挤压压力不均匀会使型材各部位变形不一致,造成尺寸偏差。在时效处理环节,若温度和时间控制不当,型材的力学性能和尺寸稳定性都会受到影响,出现尺寸收缩或膨胀,表面也可能因组织不均匀而产生色差。

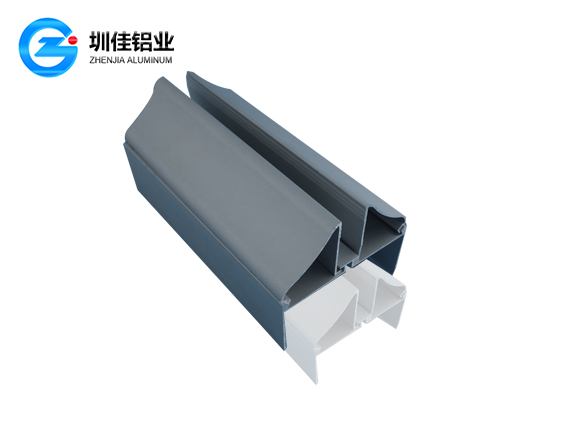
生产设备的磨损和故障也是不容忽视的原因。挤压模具是决定铝型材尺寸和表面质量的关键工具。长期使用后,模具会因磨损而使型腔尺寸发生变化,导致型材尺寸超差。模具表面的粗糙度增加,会使型材表面出现划痕、擦伤等缺陷 。挤压机的挤压筒、挤压杆等部件磨损,会导致挤压过程中金属流动不均匀,影响型材的尺寸精度和表面质量。牵引机的张力控制不准确,会使型材在拉伸过程中产生变形,造成尺寸偏差。此外,冷却设备的故障,如冷却水流不均匀,会使型材冷却速度不一致,产生内应力,导致尺寸变形和表面裂纹。
操作过程中的不规范行为同样会导致问题出现。操作人员在模具安装时,若对中不准确,会使型材在挤压过程中受力不均,产生尺寸偏差和表面缺陷。在型材牵引过程中,操作人员未及时调整牵引速度和张力,与挤压速度不匹配,会导致型材拉伸过度或松弛,影响尺寸精度。在型材矫直过程中,矫直机的矫直量控制不当,会使型材出现弯曲、扭曲等变形。此外,操作人员在搬运和堆放型材时,若操作不当,也容易造成型材表面划伤、碰伤等缺陷。

深圳市圳佳铝业有限公司
电话:0755-22250966 传真:0755-25655633 E-mail:3462883030@qq.com
地址:深圳市宝安区沙井镇新桥社区芙蓉七路新芙蓉科技园4栋1层
网址:http://www.szzjly.cn/

扫一扫,关注我们